發布時間:2016-05-03 23:32:28
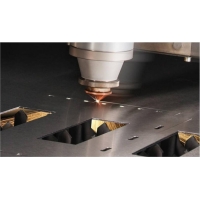
傳統的切割工藝手段有火焰切割,等離子切割,水刀切割和線切割和沖床加工等等,光纖激光切割機作為近年新興的工藝手段,是把能量密度很高的激光束照射到待加工工件上,使局部受熱熔化,然后利用高壓氣體吹去熔渣形成切縫,激光切割具有如下優勢。
1. 割縫窄,精度高,割縫粗糙度好,切割后無需后道工序的再處理。
2. 激光加工系統本身是一套計算機系統,可以方便的編排、修改,適合個性化加工,特別是對一些輪廓形狀復雜的鈑金件,批次較多批量不大,產品生命周期不長,從技術,經濟成本和時間角度來衡量,制造模具不劃算,激光切割尤具優勢。
3. 激光加工的能量密度很大,作用時間短,熱影響區小,熱變形小,熱應力小,加上激光為非機械接觸加工,對工件沒有機械應力作用,適合于精密加工。
4. 激光的高能量密度足以熔化任何金屬,特別適合于加工一些高硬度、高脆性、高熔點的其他工藝手段難以加工的材料。
5. 加工成本低廉。設備的一次性投資較貴,但連續的、大量的加工最終使每個零件的加工成本降低下來。
6. 激光為非接觸加工,慣性小,加工速度快,配合數控系統的CAD/CAM的軟件編程,省時方便,整體效率很高。
7. 激光的自動化程度高,可以全封閉加工,無污染,噪聲小,極大的改善了操作人員的工作環境。
光纖激光切割機相對于早期激光切割機的優勢:
1. 激光通過光纖傳輸到聚焦頭,柔性連接的方式易于和生產線配套實現自動化工作。
2. 光纖理想的光束質量,大大提高了切割質量和工作效率。
3.光纖激光器的極高的穩定性和超長的泵浦二極管壽命,決定了無須象傳統的燈泵浦激光器那樣需調整電流來適應氙燈老化問題,大大提高了生產的穩定性和產品的一致性。
4. 光纖激光器光電轉換效率高于25%,系統耗電小,體積小,占地少。
5. 結構緊湊,系統集成度高,故障少,簡單易用,無須光學調整,低維護甚至零維護,真正做到了“落地出光”,加上抗沖擊振動,抗灰塵,真正適合于工業加工領域的應用。
目前一百萬上下的中低價位的激光切割機,選配的激光器基本上都是1-2KW的快軸流CO2激光器,需要充He,Ne,CO2等氣體,維護費用在20元/小時左右,系統耗電在30KW左右(主要的耗電部件為激光器的供電電源,冷卻系統和床身),加上吹氣費用,鏡片和切割嘴等易耗品,累計每小時的使用費用將近百元。包含冷卻包含充氣在內的系統占地面積高達數十平米。
還一種低價位的激光切割機,選配的激光器都是500W的雙氙燈泵浦的YAG激光器,每過幾百個小時需要更換兩支氙燈,合計費用在3元/小時左右,系統耗電在30KW左右(主要的耗電部件為激光器的供電電源,冷卻系統和床身),加上吹氣費用,鏡片和切割嘴等易耗品,累計每小時的使用費用60元左右。包含冷卻包含充氣在內的系統占地面積比快軸流CO2激光器切割系統稍小。
但該系統最大的問題在于,一氙燈的使用壽命較短,需經常調整電流來適應氙燈老化問題,二需經常更換氙燈重新調整光路,三較為復雜的硬光路系統需要經常的調試和維護才能保證適合切割的優秀光學品質。所有這些因素,大大影響了工業化生產的穩定性和產品的一致性。
目前,業內普遍結合鈑金行業特點推出大幅面平臺+光纖激光器的組合進行切割,徹底有效的解決了上述問題,主要設計理念如下。首先,用光纖激光器代替CO2激光器和燈泵浦激光器。光纖激光技術是近幾年高速發展的激光技術,相比傳統激光,具有更好的切割質量,更低的系統造價,更長的使用壽命和更低的維護費用,更低的耗電。而且光纖激光器的激光可以通過光纖傳輸,方便與運動平臺的連接,實現柔性加工,大大簡化了傳統激光切割機的系統設計,也提高了系統的穩定性,減少了維護量,真正適合于工業加工領域的應用。
其次,基于鈑金行業的特點,絕大部分工件為厚度在2MM以內的薄板,選配二三百瓦的光纖激光器,鈑金激光切割機切割薄板碳鋼的速度可達每分鐘5-6米,已經可以與2000W的CO2激光器切割系統的實際加工速度相當,而激光器系統的造價卻大大降低。在床身精度方面,考慮到大部分鈑金件的精度要求,一般把定位精度設計在100uM左右,也大大降低了床身的成本造價。當然,用戶根據加工工件的材質和料厚的不同,以及精度的要求,也可以選配我公司更高功率級別更高定位精度的系列產品。
相關資訊登陸華宇誠數控官方網站:http://www.lk9a33d.cn
武漢華宇誠數控科技有限公司
統一咨詢電話
189-8629-0037
傳真號碼:027-87228820
企業郵箱:info#6618cnc.com
聯系地址:武漢市江夏區江夏大道廟山工業園特1號


網站聲明:本網站部分內容來源于網絡,如有侵權請告知!我們立即刪除;本網站嚴格遵循國家相關法律法規規定,如有不當之處,請告知!我們立即刪除。鄂公網安備42018602000121號