發布時間:2017-04-15 10:23:04
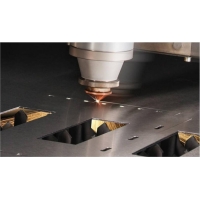
激光切割機激光切割加工過程中,對于激光切割的粗糙度是有要求的,特別是中厚板的工件,在切割過程中如果不注意的話很有可能造成切割的失誤,所在一般都要求必須控制激光切割機切割面的粗糙度。對于厚度2mm以上板材的激光切割,切割面粗糙度的分布是不均勻的,沿厚度方向差別很大,其變化狀況有兩個顯著的特點:
1)切割面的形貌分為截然不同的兩部分,上部表面平整光滑,切割條紋整齊、細密,粗糙度值小;下部切割條紋紊亂,表面不平整,粗糙度值大。上部具有激光束直接作用的特點,下部則有熔化金屬沖刷的特征。
2)切割面上部區域內的表面粗糙度大體上是均勻一致的,不隨高度而變化;而下部區域的表面粗糙度則隨高度而變化,越靠近下緣,表面粗糙度值越大,下緣處的表面粗糙度達到最大值。無論是連續激光切割機激光切割,還是脈沖激光切割,切割面都顯示有明顯的上、下兩部分,所不同的是脈沖激光切割面上部的切割條紋與脈沖頻率有對應關系:頻率越高,條紋越細密,表面粗糙度越值而連續激光切割時切割面上部的切割條紋密度和表面粗造度則主要與切割速度有關。
因此在評價切割面質量時應以下緣表面粗糙度為基準。但真正的下緣只是一根線,其粗糙度難于測量,這可以通過測量臨近下緣處的粗糙度代替。
本文由華宇誠激光原創,轉載須注明出處:http://www.lk9a33d.cn
武漢華宇誠數控科技有限公司
統一咨詢電話
189-8629-0037
傳真號碼:027-87228820
企業郵箱:info#6618cnc.com
聯系地址:武漢市江夏區江夏大道廟山工業園特1號


網站聲明:本網站部分內容來源于網絡,如有侵權請告知!我們立即刪除;本網站嚴格遵循國家相關法律法規規定,如有不當之處,請告知!我們立即刪除。鄂公網安備42018602000121號