發布時間:2017-03-06 18:07:29
判斷光纖激光切割機的性能,包括切割精度、速度、效果和穩定性等,是斷定光纖激光切割機切割質量的好壞的幾種方式,也是選購者最關注的一些問題。光纖激光切割機具有割機精度高,適用于精密配件的切割和各種工藝字、畫的精細切割,切割速度快,是線切割的100倍以上。熱影響區域面積小,性能穩定,保證持續生產,不易變形,切縫平整、美觀,無需后序處理等優點。 與數控沖床相比,光纖激光切割機能完成各種復雜結構的加工,只要能在電腦上畫出任何圖像,該機都能完成加工。不需要開模,只在電腦上將圖作出,產品馬上就可以出來,即能快速開發新產品,又能節約成本,復雜的工藝要求,數控沖床難以達到,光纖激光切割機都能做到。
另外,光纖激光切割機所切割的表面非常光滑,數控沖床難以達到。 光纖激光切割機廣泛應用于廣告標牌制作、鈑金結構、高低壓電器柜制作、紡織機械零件、廚具、汽車、機械、電梯、電器零件、彈簧片、地鐵零件等行業。
光纖激光切割機單從價格上來看相比較一般的激光切割機稍微貴一點,但是從總體看,光纖激光切割機性價比高。下面武漢華宇誠激光就從這幾個部件做個簡單的分析。
光纖激光切割機的穩定性
如何衡量一臺光纖激光切割機的穩定性能是否良好,是眾多選購者比較關心的一個問題。現在市面上常見的激光切割機主要由主機、導軌、齒輪齒條或滾珠絲杠、傳動機構等部件構成,下面我們就從這幾個部件做個簡單的分析。
光纖激光切割機主機由橫梁和兩個縱向端架組成。機器門架由端架和橫梁組成,橫梁采用矩型方管結構,回火去內應力,具有很高的強度和剛性,橫梁上可安裝多個移動體小車。橫向移動裝置均采用拖鏈。機械部分實現高精度齒輪齒條傳動,導軌采用高精度專用進口導軌精制而成,經精密加工的滑動導軌緊固在帶支座的混凝土或鋼架基礎上,并配有調節螺栓,以便安裝和調整。縱向的驅動系統裝在縱向端架內,低位置的設計使傳動更加合理、平穩。
縱向端架底部有前后兩個滾動輪可沿導軌平滑滾動,前后端裝有導軌刮屑器以保證導軌表面無雜物,底部兩側裝有導向作用的偏心夾緊輪,光纖激光切割機為確保機器的導向精度,本機在橫向傳動、割炬升降都加設了高強度線性導軌(橫傳動或采用高精度精磨導軌。而精密加工的齒輪和齒條保證了機器的縱、橫向傳動精度并消除了間隙。
光纖激光切割機切割速度與切割效果
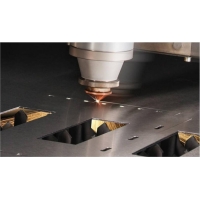
激光切割無毛刺、皺折、精度高。對許多機電制造行業來說,由于電腦程序控制的現代數控激光切割系統能方便切割不同形狀與尺寸的工件,它往往比沖切、模壓工藝更被優先選用;盡管光纖激光切割機的加工速度還慢于模沖,但它沒有模具消耗,無須修理模具,還節約更換模具時間,從而節省了加工費用,降低了生產成本,所以從總體上考慮是更合算的。在工業制造系統占有份量很重的金屬加工業,許多金屬材料,不管它是什么樣的硬度,都可以進行無變形切割。但是,對高反射率材料,如金、銀、銅和鋁合金,由于它們也是好的傳熱導體,因此激光切割很困難,甚至不能切割。
光纖激光切割過程中添加與被切材料相適合的輔助汽體。鋼切割時利用氧作為輔助汽體與熔融金屬產生放熱化學反應氧化材料,同時幫助吹走割縫內的熔渣。切割聚丙烯一類塑料使用壓縮空氣,棉、紙等易燃材料切割使用惰性汽體。進入噴嘴的輔助汽體還能冷卻聚焦透鏡,防止煙塵進入透鏡座內污染鏡片并導致鏡片過熱。光纖激光切割機在切割時切割速度的選擇其實也很重要,佳切割速度范圍可按照設備說明選定或用試驗來確定,由于材料的厚薄度,材質不同,熔點高低,熱導率大小以及熔化后的表面張力等因素,切割速度也相應的變化。
主要表現:
a.切割速度適度地提高能改善切口質量,即切口略有變窄,切口表面更平整,同時可減小變形。
b.切割速度過快使得切割的線能量低于所需的量值,切縫中射流不能快速將熔化的切割熔體立即吹掉而形成較大的后拖量,伴隨著切口掛渣,切口表面質量下降。
c.當切割速度太低時,由于切割處是等離子弧的陽極,為了維持電弧自身的穩定,陽極斑點或陽極區必然要在離電弧最近的切縫附近找到傳導電流地方,同時會向射流的徑向傳遞更多的熱量,因此使切口變寬,切口兩側熔融的材料在底緣聚集并凝固,形成不易清理的掛渣,而且切口上緣因加熱熔化過多而形成圓角。
d.當速度極低時,由于切口過寬,電弧甚至會熄滅。由此可見,良好的切割質量與切割速度是分不開的。
光纖激光切割機的切割精度
光纖激光切割機具有切割精度高、速度快、不受切割圖案限制、加工成本低等優點,正逐漸取代于傳統的金屬切割工藝設備。目前激光切割機的應用范圍越來越廣,而激光切割機的切割精度關系到加工工藝,因此也是選購者最為關注的問題之一。對于激光切割精度的理解,很多人存在一定誤區。其實激光切割機的切割精度并不完全取決于設備本身,而是受多方面因素的影響。下面,我們就來簡單了解一下,哪些因素最容易影響到光纖激光切割機的切割精度。
a.激光束通過聚焦后的光斑大小。激光束聚集后的光斑越小,切割精度越高。
b.工作臺的走位精度決定著切割的重復精度。工作臺精度越高,切割的精度越高。
c.工件厚度越大,精度越低,切縫越大。由于激光光束為錐形,切縫也是錐形,同樣是不銹鋼,0.3mm不銹鋼比2mm不銹鋼的切縫就小的多。
d.工件材質對激光切割精度有一定影響。同樣情況下,不銹鋼要比鋁的切割精度高,切面也更光滑。
相關資訊登陸華宇誠數控網站:http://www.lk9a33d.cn
武漢華宇誠數控科技有限公司
統一咨詢電話
189-8629-0037
傳真號碼:027-87228820
企業郵箱:info#6618cnc.com
聯系地址:武漢市江夏區江夏大道廟山工業園特1號


網站聲明:本網站部分內容來源于網絡,如有侵權請告知!我們立即刪除;本網站嚴格遵循國家相關法律法規規定,如有不當之處,請告知!我們立即刪除。鄂公網安備42018602000121號