發布時間:2016-11-21 20:16:30
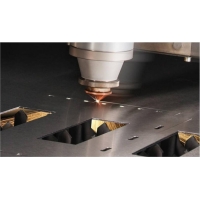
金屬激光切割機的品種
激光熔化切開
金屬激光切割機在激光熔化切開中,工件被局部熔化后憑借氣流把熔化的資料噴發出去。由于資料的轉移只發作在其液態情況下,所以該進程被稱作激光熔化切開。
激光光束配上高純慵懶切開氣體促進熔化的資料脫離割縫,而氣體自身不參于切開。激光熔化切開能夠得到比氣化切開更高的切開速度。氣化所需的能量一般高于把資料熔化所需的能量。在激光熔化切開中,激光光束只被有些吸收。最大切開速度跟著激光功率的添加而添加,跟著板材厚度的添加和資料熔化溫度的添加而簡直反比例地減小。金屬激光切割機在激光功率必定的情況下,約束因數即是割縫處的氣壓和資料的熱傳導率。激光熔化切開關于鐵制資料和鈦金屬能夠得到無氧化切斷。產生熔化但不到氣化的激光功率密度,關于鋼資料來說,在104W/cm2~105 W/cm2之間。
激光火焰切開
激光火焰切開與激光熔化切開的不同之處在于使用氧氣作為切開氣體。金屬激光切割機憑借于氧氣和加熱后的金屬之間的相互作用,產生化學反應使資料進一步加熱。由于此效應,關于一樣厚度的結構鋼,選用該辦法可得到的切開速率比熔化切開要高。
另一方面,該辦法和熔化切開比較也許切斷質量更差。實際上它會生成更寬的割縫、顯著的粗糙度、添加的熱影響區和更差的邊際質量。激光火焰切開在加工精細模型和尖角時是欠好的(有燒掉尖角的風險)。能夠使用脈沖形式的激光來約束熱影響,激光的功率決議切開速度。金屬激光切割機在激光功率必定的情況下,約束因數即是氧氣的供應和資料的熱傳導率。
激光氣化切開
在激光氣化切開進程中,資料在割縫處發作氣化,此情況下需求十分高的激光功率。
為了防止資料蒸氣冷凝到割縫壁上,資料的厚度必定不要大大超越激光光束的直徑。該加工因此只適合于應用在必須防止有熔化資料掃除的情況下。該加工實際上只用于鐵基合金很小的使用領域。
該加工不能用于,象木材和某些陶瓷等,那些沒有熔化狀況因此不太也許讓資料蒸氣再凝聚的資料。別的,這些資料一般要到達更厚的切斷。在激光氣化切開中,最優光束聚焦取決于資料厚度和光束質量。激光功率和氣化熱對最優焦點方位只要必定的影響。在板材厚度必定的情況下,金屬激光切割機最大切開速度反比于資料的氣化溫度。所需的激光功率密度要大于108W/cm2,并且取決于資料、切開深度和光束焦點方位。在板材厚度必定的情況下,假設有滿足的激光功率,金屬激光切割機最大切開速度遭到氣體射流速度的約束。
武漢華宇誠數控科技有限公司
統一咨詢電話
189-8629-0037
傳真號碼:027-87228820
企業郵箱:info#6618cnc.com
聯系地址:武漢市江夏區江夏大道廟山工業園特1號


網站聲明:本網站部分內容來源于網絡,如有侵權請告知!我們立即刪除;本網站嚴格遵循國家相關法律法規規定,如有不當之處,請告知!我們立即刪除。鄂公網安備42018602000121號