發布時間:2016-10-28 23:48:23
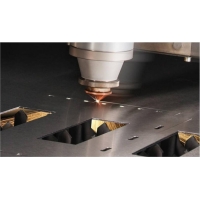
金屬激光切割機的長處之一即是光束的能量密度高,所以焦點光斑直徑會盡也許的小,以便發生極微小的切縫。由于聚集透鏡的焦深越小,焦點光斑的直徑就越小。關于高質量、高精度的切開,有用焦深還與透鏡直徑和被切資料有關,因而操控焦點和被切資料外表的方位是十分重要的。
光纖激光傳輸激光焊接機使用于光通信器材、IT、醫療、電子、電池、光纖耦合器材、顯像管電子槍、金屬零件、手機振蕩馬達、掛鐘精細零件、轎車鋼片等的精細焊接。
金屬激光切割機的長處之一即是光束的能量密度高,所以焦點光斑直徑會盡也許的小,以便發生極微小的切縫。由于聚集透鏡的焦深越小,焦點光斑的直徑就越小。關于高質量、高精度的切開,有用焦深還與透鏡直徑和被切資料有關,因而操控焦點和被切資料外表的方位是十分重要的。
咱們從以下三個方面來剖析切開焦點因資料和請求的不一樣而做不一樣的選擇。
零焦距
通常常見于SPC,SPH,SS41等工件切開時運用,運用的時分切開機的焦點選在貼近工件外表,這種形式下的工件上下外表潤滑度不一樣,通常而言貼近焦點的切開面相對很潤滑,而遠離切開焦點的下外表顯得粗糙。這種形式應根據實際使用中上外表和下外表的技術請求而定。
正焦距
當你需求切開的工件為不銹鋼或許鋁材鋼板時常用切開點在工件里邊的形式。但這種方法的一個缺陷是,由于焦點原理切開外表,切幅相比照切開點在工件外表大,一起這種形式下需求的切開氣流要大,溫度要足,切開穿孔時刻稍長點。所以當你選工件的原料首要為不銹鋼或許鋁材燈硬度大的原料時分選用。
負焦距
由于金屬激光切割機切開點不是坐落切開資料的外表也不是坐落切開資料的里邊,而是定位在切開資料的上方。這種方法首要運用于切開厚度高的原料。這種方法之所以將焦點定位在切開原料的上方,首要是由于厚板需求的切幅大,否則噴嘴運送的氧氣極簡單出現致使缺乏而致使切開溫度降低。但這種方法的一個缺陷是,切開面對比粗糙,不太實用于精細度高的切開。
在金屬激光切割機加工過程中堅持激光焦點和加工目標之間的相對方位為一合理而穩定的值,就變成金屬激光切割機加工中的一項關鍵技術。
本文摘自武漢華宇誠數控科技有限公司,公司網址:http://www.lk9a33d.cn,公司主營:金屬激光切割機|光纖激光切割機,歡迎廣大新老客戶前來咨詢
武漢華宇誠數控科技有限公司
統一咨詢電話
189-8629-0037
傳真號碼:027-87228820
企業郵箱:info#6618cnc.com
聯系地址:武漢市江夏區江夏大道廟山工業園特1號


網站聲明:本網站部分內容來源于網絡,如有侵權請告知!我們立即刪除;本網站嚴格遵循國家相關法律法規規定,如有不當之處,請告知!我們立即刪除。鄂公網安備42018602000121號