發布時間:2016-10-15 23:26:14
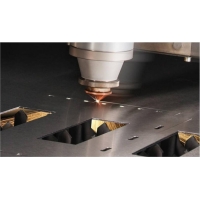
金屬激光切割機在碳鋼小孔切開時發生過燒的解決辦法:在以氧氣為輔佐氣體的碳鋼切開中,解決問題的關鍵在于怎么按捺氧化反應熱的發生。金屬激光切割機可采用穿孔時輔佐氧氣,滯后切換為輔佐空氣或氮氣來切開的辦法。這種辦法最大可加工1/6厚板的小孔。低頻率、高峰值輸出功率的脈沖切開條件具有能削減熱量輸出的特色,有助于切開條件的優化。把條件設定為單一脈沖激光束、能量強度大的高峰值輸出、低頻條件,可有用削減穿孔過程中熔融金屬在資料外表的堆積,有用按捺熱量輸出。金屬激光切割機在加工鈑金時會發生很多的熱量,正常情況下,金屬激光切割機切開發生的熱量會沿著切縫擴散到被加工鈑金中得到充沛的冷卻。金屬激光切割機在小孔的加工中,孔外側可得到充沛的冷卻,單孔內側的小孔有些卻因為熱量可擴散的空間小,熱能過于會集然后引起過燒,掛渣等。別的,在厚板切開中,金屬激光切割機在穿孔時所發生的堆積在資料外表的熔融金屬以及熱量積累會使輔佐氣流紊亂、熱量輸入過多,然后引發過燒。
本文摘自武漢華宇誠數控科技有限公司,公司網址:http://www.lk9a33d.cn,公司主營:金屬激光切割機|光纖激光切割機,歡迎廣大新老客戶前來咨詢
武漢華宇誠數控科技有限公司
統一咨詢電話
189-8629-0037
傳真號碼:027-87228820
企業郵箱:info#6618cnc.com
聯系地址:武漢市江夏區江夏大道廟山工業園特1號


網站聲明:本網站部分內容來源于網絡,如有侵權請告知!我們立即刪除;本網站嚴格遵循國家相關法律法規規定,如有不當之處,請告知!我們立即刪除。鄂公網安備42018602000121號